
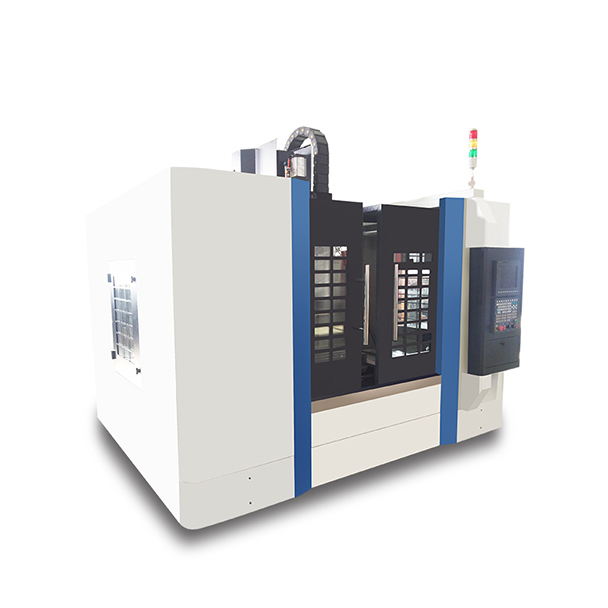


vmc1060 ქარხნული ლითონის 3 ღერძიანი ვერტიკალური cnc საღარავი მანქანის ცენტრი
უპირატესობა
1. სურვილისამებრ CNC გრუნტი შეუძლია შექმნას ოთხღერძიანი და ხუთღერძიანი კოორდინატთა კავშირის დამუშავება.
2. სურვილისამებრ ავტომატური ჩიპის მოცილების მოწყობილობა, საწოლის სტრუქტურით შიდა სისუფთავის უზრუნველსაყოფად;სურვილისამებრ spindle ნავთობის გაგრილება და ა.შ.
3. ჩამოსხმა გადის დაბერების ორ პროცედურას მასალაში ნარჩენი სტრესის აღმოსაფხვრელად.
4. X, Y, Z-მიმართულების გიდებს შეუძლიათ აირჩიონ ტაივანის მძიმე ხაზოვანი ბურთის გიდები, რომლებსაც აქვთ სწრაფი სიჩქარის, მაღალი სიხისტის და ა.შ.

სპეციფიკაცია
| ელემენტი | VMC1060 | ||||
| სამუშაო მაგიდის ზომა (სიგრძე × სიგანე) მმ | 1300×600 | ||||
| T სლოტი (მმ) | 5-18×100 | ||||
| მაქსიმალური დატვირთვის წონა სამუშაო მაგიდაზე (KG) | 650 | ||||
| X-ღერძზე მგზავრობა (მმ) | 1000 | ||||
| Y-ღერძი მგზავრობა (მმ) | 600 | ||||
| Z-ღერძის მგზავრობა (მმ) | 600 | ||||
| მანძილი ცხვირსა და მაგიდას შორის (მმ) | 100-700 | ||||
| მანძილი ზურგის ცენტრსა და სვეტს შორის (მმ) | 667 | ||||
| Spindle taper | BT40/50 | ||||
| მაქს.spindle სიჩქარე (rpm) | 8000/10000/12000 | ||||
| Spindle ძრავის სიმძლავრე (Kw) | 11/15 | ||||
| სწრაფი კვების სიჩქარე: X,Y,Z ღერძი (მ/წთ) | 16/16/16 (24/24//24 ლაინერი) | ||||
| სწრაფი ჭრის სიჩქარე (მ/წთ) | 10 | ||||
| პოზიციის სიზუსტე (მმ) | ±0.005 | ||||
| გაიმეორეთ პოზიციური სიზუსტე (მმ) | ±0.003 | ||||
| ავტომატური ხელსაწყოების შემცვლელის ტიპი | 16 ხელსაწყოს თავსახურის ტიპის ხელსაწყოს ჩეინჯერი (სურვილისამებრ 24 მკლავის ტიპის ავტომატური ხელსაწყოების შეცვლა) | ||||
| მაქს.ხელსაწყოს სიგრძე (მმ) | 300 | ||||
| მაქს.ხელსაწყოს დიამეტრი | Φ80 (მიმდებარე ხელსაწყო)/φ150 (არა მიმდებარე ხელსაწყო) | ||||
| ხელსაწყოს მაქსიმალური წონა (კგ) | 8 | ||||
| ხელსაწყოს შეცვლის დრო (ინსტრუმენტიდან ხელსაწყოს) წმ | 7 | ||||
| ჰაერის წნევა (Mpa) | 0.6 | ||||
| აპარატის წონა (კგ) | 7500 | ||||
| საერთო ზომა (მმ) | 3340*2800*2700 | ||||
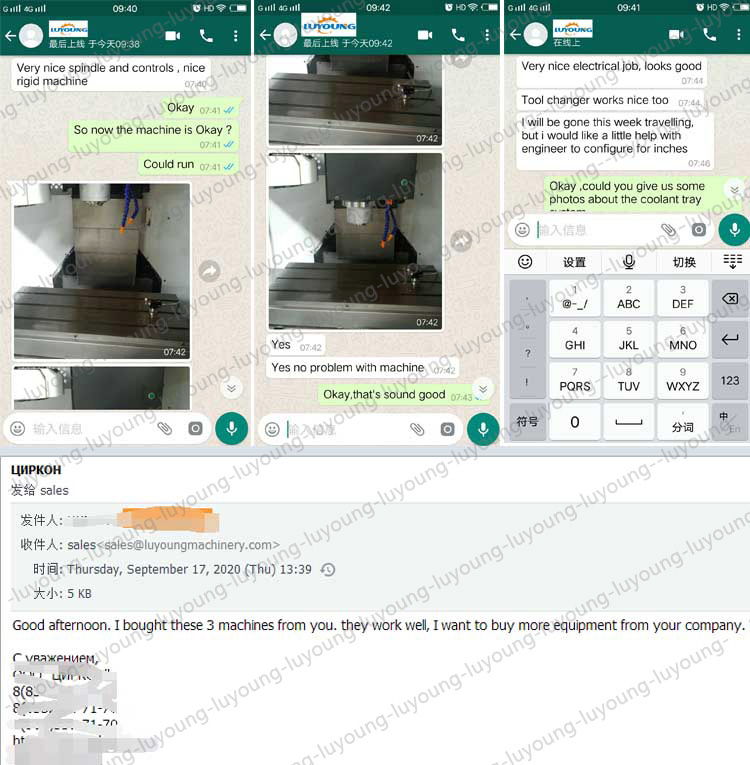
რატომ ავირჩიოთ ჩვენ
ჩვენ ვიღებთ უამრავ კარგ გამოხმაურებას მომხმარებლებისგან, მაგალითად:
ძალიან ლამაზი შპინდლი და კონტროლი, ლამაზი ხისტი მანქანა.ძალიან კარგი ელექტრო სამუშაოა, კარგად გამოიყურება.
ხელსაწყოების შემცვლელიც კარგად მუშაობს.
შენგან ვიყიდე 3 მანქანა.ისინი კარგად მუშაობენ, მე მინდა ვიყიდო მეტი აღჭურვილობა თქვენი კომპანიისგან.
მანქანების ტესტირება
1. წრფივი მოძრაობის პოზიციონირების სიზუსტის გამოვლენა უნდა განხორციელდეს დატვირთვის გარეშე და უპირატესი უნდა იყოს ლაზერული გაზომვა.
2. ხაზოვანი მოძრაობის განმეორებითი პოზიციონირების სიზუსტის გამოვლენა, გამოსავლენად გამოყენებული ინსტრუმენტი იგივეა, რაც გამოიყენება პოზიციონირების სიზუსტის გამოსავლენად.
3. წრფივი მოძრაობის წარმოშობის დაბრუნების სიზუსტის გამოვლენა.
4. წრფივი მოძრაობის საპირისპირო შეცდომის გამოვლენა იზომება რამდენჯერმე (ზოგადად 7-ჯერ) სამ პოზიციაზე შუა წერტილთან და დარტყმის ორივე ბოლოსთან ახლოს და გამოითვლება თითოეული პოზიციის საშუალო მნიშვნელობა და მიღებული საშუალო მნიშვნელობის მაქსიმალური მნიშვნელობა არის შეცდომის შებრუნებული მნიშვნელობა.

პროდუქტების კატეგორიები
-

BC6085 ქარხნული ფასის ჩამომყალიბებელი ჩარხი...
-

TCK25 მცირე ავტომატური მაღალი ხარისხის ბანდის ტიპის sl...
-

C6140/C6240 უფსკრული საწოლის ლითონის ცენტრის ხორბლის მანქანა
-

VMC650 მაღალი სიჩქარით 3 ღერძიანი ვერტიკალური ლითონის cnc mil...
-

H50 ლითონის მოსახვევი cnc კომბინირებული ხრახნიანი საღარავი მანქანა...
-

BC6050 მაღალი ხარისხის ლითონის ფორმირების მანქანა





