GB4220 მაღალი ხარისხის ლითონის ზოლიანი ხერხის მანქანა
სპეციფიკაცია
| ლითონის ზოლის საკერავი მანქანის პარამეტრები | GB220 |
| ჭრის დიაპაზონი (მმ) | 200-200*200 |
| ხერხის ზოლის სპეციფიკაცია (მმ) | 2650*27*0.9 |
| ზოლიანი ხერხის სიჩქარე (მ/წთ) | 27, 45, 69 |
| მუშაობის გააქტიურების რეჟიმი | მექანიკური / ჰიდრავლიკური |
| მთავარი ძრავის სიმძლავრე (კვტ) | 1.5 |
| ჰიდრავლიკური ძრავის სიმძლავრე (კვტ) | 0.75 |
| გაგრილების ტუმბოს სიმძლავრე: (კვტ) | 0.04 |
| კონტურის ზომა (მმ) | 1400*800*1100 |
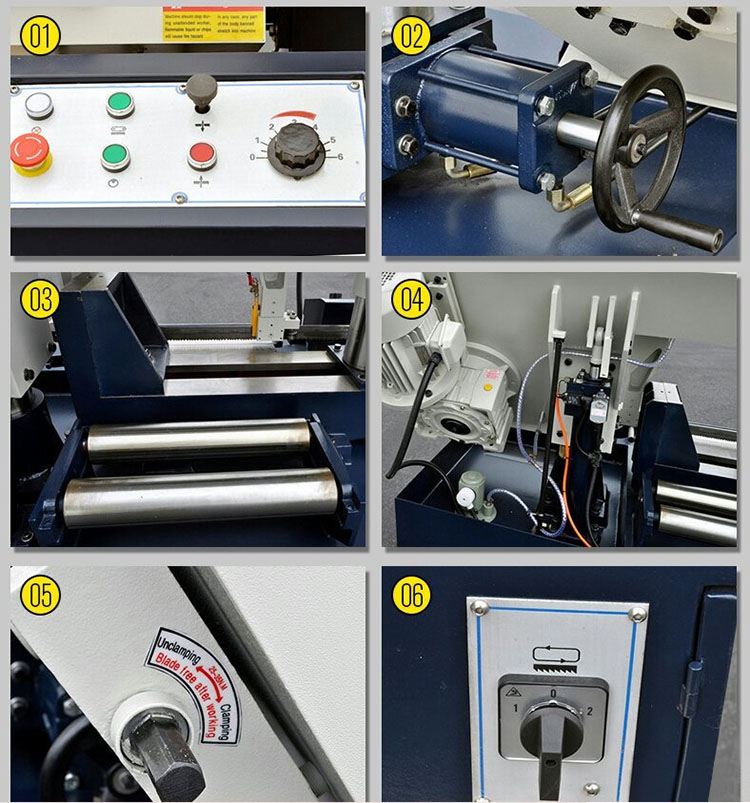
მახასიათებლები

1. ჭრის სიჩქარის ჰიდრავლიკური კონტროლი, უნაყოფო სიჩქარის რეგულირება;
2. გზამკვლევი ბლოკის სტრუქტურა არის მეცნიერული და გონივრული, რომელსაც შეუძლია გაახანგრძლივოს სასხლეტი დანას მომსახურების ვადა;
3. ორმაგი სვეტის სტრუქტურა, სტაბილური მუშაობა;
4. სტაბილური ხერხი და მაღალი სიზუსტე;
5. სამუშაო clamping იღებს ჰიდრავლიკური clamping, რომელიც არის მარტივი მუშაობა.
6. სამმხრივი ჰიდრავლიკური clamping მოწყობილობა შეიძლება მორგებულია.
უსაფრთხოების მოქმედების წესები ლითონის ზოლიანი საჭრელი მანქანისთვის
1. ზოლიანი სამკერვალო მანქანის ექსპლუატაციისა და ტექნიკური პერსონალი უნდა იყოს პროფესიონალურად მომზადებული, რათა დაეუფლონ ზოლიანი სამკერვალო მანქანის ექსპლუატაციისა და ტექნიკური უნარ-ჩვევებს.ოპერატორებმა უნდა უზრუნველყონ სათანადო ძილი და შეინარჩუნონ კონცენტრაცია.
2. სიჩქარის შეცვლისას დამცავი საფარის გახსნამდე უნდა გაჩერდეთ, ღვედის მოსადუნად სახელური მოაბრუნოთ, V-ღვედი მოათავსოთ საჭირო სიჩქარის ღარში, შემდეგ დაჭიმოთ ღვედი და დააფაროთ დამცავი საფარი.
3. ჩიპის ამოღების მავთულის ჯაგრისის რეგულირებამ მავთული უნდა დაუკავშირდეს სასხლეტი ხერხის კბილს, მაგრამ არა კბილის ფესვის მიღმა.ყურადღება მიაქციეთ, შეუძლია თუ არა მავთულის ფუნჯს რკინის ნარჩენების ამოღება.
4. დაარეგულირეთ სახელმძღვანელო მკლავი მტრედის კუდის გასწვრივ დასამუშავებელი სამუშაო ნაწილის ზომის მიხედვით.კორექტირების შემდეგ, სახელმძღვანელო მოწყობილობა უნდა იყოს ჩაკეტილი.
5. ხერხის მასალის Z დიდი დიამეტრი არ უნდა აღემატებოდეს რეგულაციებს, ხოლო სამუშაო ნაწილი მყარად უნდა იყოს დამაგრებული.
6. სასხლეტი ხერხის პირის შებოჭილობა უნდა იყოს სათანადო, სიჩქარე და კვება უნდა იყოს სათანადო.
7. თუჯის, სპილენძის, ალუმინის ნაწილებს საჭრელი სითხე არ სჭირდება, სხვებს კი სითხის ჩაწერა.
8. ჭრის დროს ხერხის დანა ტყდება.ხერხის დანის გამოცვლის შემდეგ, სამუშაო ნაწილი უნდა გადაბრუნდეს და ხელახლა დაიჭედოთ.ხერხის მშვილდი ნელა უნდა ჩამოიწიოს ზემოქმედების გარეშე.
9. ჭრის პროცესში ოპერატორს კატეგორიულად ეკრძალება პოსტის დატოვება, ხოლო ხელთათმანებით მუშაობა კატეგორიულად აკრძალულია.
10. ყოველი ცვლის ბოლოს, თქვენ უნდა გამორთოთ ელექტროენერგიის მიწოდება, გახსენით დამცავი საფარი, ამოიღეთ სასხლეტი ბორბალში შემოტანილი ჩიპები და კარგად გააკეთეთ ყოველდღიური მოვლა და ირგვლივ დასუფთავება.
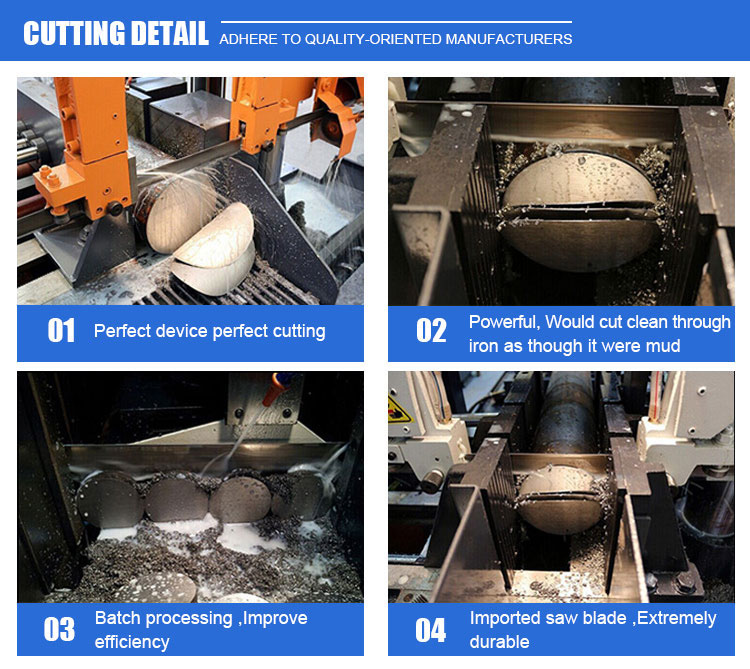
ჭრის დეტალი
ძირითადად გამოიყენება სხვადასხვა ლითონის მასალების სამკერვალოდ, როგორიცაა ნახშირბადოვანი სტრუქტურული ფოლადი, დაბალი შენადნობის ფოლადი, მაღალი შენადნობის ფოლადი, სპეციალური შენადნობის ფოლადი და უჟანგავი ფოლადი, მჟავა მდგრადი ფოლადი და ა.შ.
1. იდეალური მოწყობილობა სრულყოფილი ჭრის
2. ძლიერი, ასუფთავებდა რკინას, თითქოს ტალახი ყოფილიყო
3. სურათების დამუშავება, ეფექტურობის გაუმჯობესება
4. იმპორტირებული ხერხის დანა, უკიდურესად გამძლე